Thể loại
Sự cố và cách xử lý trong quá trình sản xuất ống PE
March 30 , 2023With the continuous advancement of technology, PE pipe machine are widely used in all aspects of production and life due to their unique advantages, such as building water supply, construction drainage, buried gas transmission and distribution, gas pipelines, electrical and telecommunications protective casing, industrial pipes, agricultural pipes, etc. So, what problems may be encountered in the process of producing PE pipes? This article will list some problems that may occur in the production process and give corresponding solutions.
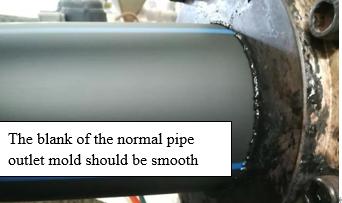
Trước hết, bề ngoài bình thường của ống PE phải nhẵn và đối xứng, và biểu hiện cụ thể của máy đùn ống PE là bề ngoài nhẵn, phẳng và đồng nhất, và màu sắc nhất quán. Như thể hiện trong hình dưới đây.

Tuy nhiên, trong quá trình sản xuất có thể phát sinh nhiều vấn đề như:
a) Bề mặt ống gồ ghề
b) Bề mặt ngoài của ống xuất hiện các vết rãnh
c) Xuất hiện các vết rãnh trên bề mặt bên trong của ống
Giải pháp cụ thể như sau
a) Bề mặt ống gồ ghề
Điều chỉnh nhiệt độ quy trình. Vấn đề thường được gây ra bởi nhiệt độ thấp.
Tăng nhiệt độ nước làm mát hoặc tốc độ sản xuất.
Kiểm tra xem đường dẫn nước có bị tắc hoặc áp lực nước không đều dẫn đến hiện tượng nước bị rỗ và bề mặt ống bị gồ ghề hay không. Hoặc kiểm tra xem áp lực nước có quá cao và tốc độ làm mát quá nhanh không.
Kiểm tra xem vòng gia nhiệt của thùng và đầu có bị hỏng dẫn đến nhiệt độ xử lý không đủ hay không.
Điều chỉnh tốc độ dòng chảy vào của ống định cỡ.
Tham khảo nhà cung cấp nguyên liệu thô để biết các thông số nguyên liệu của lô này (kích thước tan chảy, nhiệt độ xử lý, v.v.)
Kiểm tra nhiệt độ của lõi khuôn, nếu cao hơn nhiệt độ của phần khuôn đầu ra, hãy tăng hoặc giảm nhiệt độ lõi.
Làm sạch khuôn (0,5-1CM trong khuôn lõi đặc biệt dễ bị đóng cốc và khiến bề mặt không được bóng).
Điều chỉnh khoảng cách giữa ống định cỡ và khuôn đầu ra, khoảng cách càng gần thì bề mặt ống càng mịn.
Điều chỉnh công thức; Vấn đề thường được gây ra bởi tỷ lệ kém giữa vật liệu ngón tay nóng chảy thấp và vật liệu ngón tay nóng chảy cao.
b) Bề mặt ngoài của ống xuất hiện các vết rãnh

Điều chỉnh áp suất đầu ra của ống định cỡ, lượng nước đầu ra phải được cân bằng và lượng nước quá nhiều có thể dễ dàng gây ra rãnh.
Điều chỉnh góc của vòi phun trong bể hiệu chuẩn chân không để đường ống nguội đều.
Kiểm tra xem có mảnh vụn, gờ, v.v. trong phần cứng như khuôn ổ cắm, ống bọc định cỡ, máy cắt, v.v.
Khi thay nguyên phụ liệu cũng sẽ hình thành các rãnh sọc, cần thời gian để cải thiện. Khi thay đổi nguyên liệu thô (chẳng hạn như MPP cho PE), cần rửa thùng dây chuyền đùn ống PE với khoảng 200kg nguyên liệu nguyên chất bằng ngón tay có độ nóng chảy thấp, rửa các vật liệu khác trong thùng, sau đó sử dụng nguyên liệu công thức để sản xuất.
c) Xuất hiện các vết rãnh trên bề mặt bên trong của ống
Kiểm tra xem đường ống bên trong có bị ngập nước hay không và nếu nước xâm nhập, hãy bóp mạnh ống trống vừa được xuất vào khuôn để đóng khoang bên trong của nó. Các đường ống có đường kính lớn phải chặn lại để thoát nước trước khi khởi động, hoặc làm đê ngăn nước tràn vào đường ống mới đấu nối.
Giảm nhiệt độ bên trong khuôn.
Làm sạch và sửa chữa khuôn đánh bóng, vì khuôn có thể có than cốc tồn đọng.
Thời gian ngừng hoạt động quá lâu gây ra nhiệt độ thấp của khuôn lõi hoặc dẫn đến đóng cặn khuôn.
No. 17, Xiwei road, Qiandeng town, Kunshan city, Jiangsu province, China
E-mail : jelf@wonplus.com.cn
ĐT : +86-18962213276
Whatsapp : +86-18962213276
 Mạng IPv6 được hỗ trợ
Mạng IPv6 được hỗ trợ